双相不锈钢管在生产制造过程中如何避免产生裂纹现象
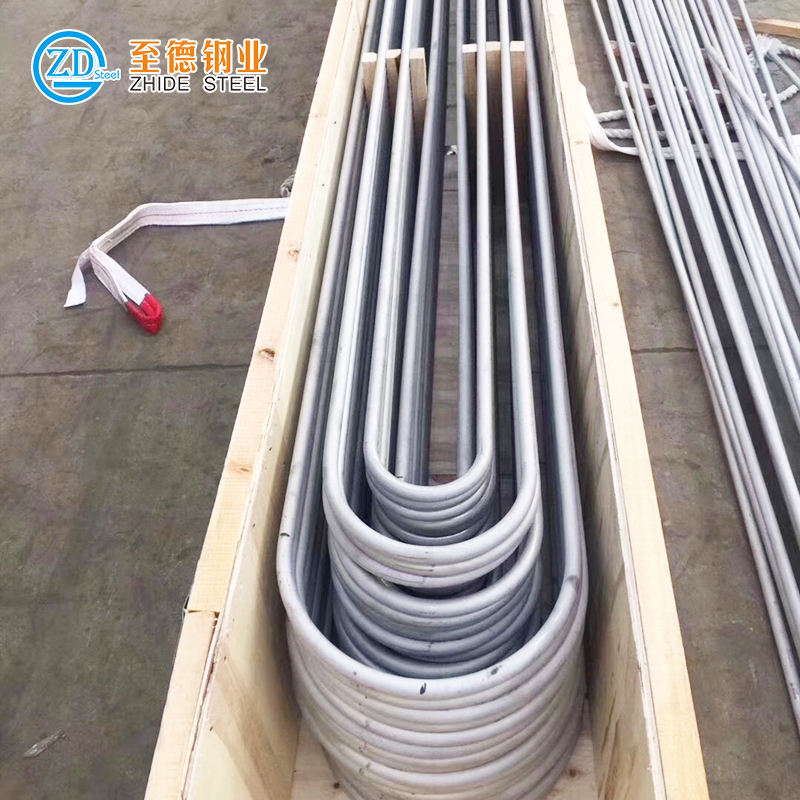
在采购双相不锈钢管及钢板等原材料时,应结合设计要求和制造工艺提出对材料采购要求。原材料进厂必须进行严格的复验,包括无损检测和取样试验,以确保所使用的材料符合采购要求。双相不锈钢焊管上锯下的管件坯料,需进行焊缝磨平处理,但不要修磨过度。成形工序应优先采用冷加工成形工艺。当需要采取热加工成形时,由于双相不锈钢在700~950℃会产生a相,因此最终成形温度不得低于950℃,并要求冷却速度尽可能的快。
双相不锈钢管成形过程必须严格控制,配备和选用精确的模具,尽量减少整形操作和成形温度必须严格控制。热成形和热整形前的加热,应尽量采用整体加热方式。一次加热工件数量不应太多,防止后取出的工件温度达不到成形要求。热成形和热整形后,工件应立即水冷。工件出炉至锻压过程应尽量缩短时间并采取适当保温措施,以防止工件温度迅速下降,不得采用直接捶击的方式进行整形。
双相不锈钢在焊接前必须要做好焊前准备工作,包括对熔合面和接头两侧的彻底清理,清除氧化皮、锈蚀、油脂、油漆、色笔印等其它异物。可在熔合面和相邻母材采用丙酮、丙醇或异丙醇彻底去除油脂,不得使用含氯元素的溶液、甲醇和工业甲基化酒精。
点焊应采用GTAW工艺,氩气保护。焊炬应尽量垂直并靠近操作点,以避免保护气体中混入空气。根部焊道施焊时应将点焊焊缝去除,防止根部焊道在点焊处出现裂纹。
双相不锈钢产品成形后应进行固溶处理,水淬冷却。双相不锈钢管件应进行热处理工艺评定,评定合格的工艺方能使用,以防止热处理不当造成产品性能不合格。产品必须严格按照设计要求进行无损检测及取样试验,产品的各项性能指标均符合设计要求方能交付使用。双相不锈钢管件由于其具有奥氏体和铁素体双相组织,使其变形加工难度增大,变形加工温度控制范围较窄,热加工过程中控制不当容易出现a相或相比例失调,因此双相钢管件制造应通过优化工艺方案、改进工装、积累制造经验、严格的控制措施来保证产品质量的可靠性。
发表评论:
◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。